Industrial Motherboards: Advantech Industrial Solutions
Advantech Industrial Motherboards Overview
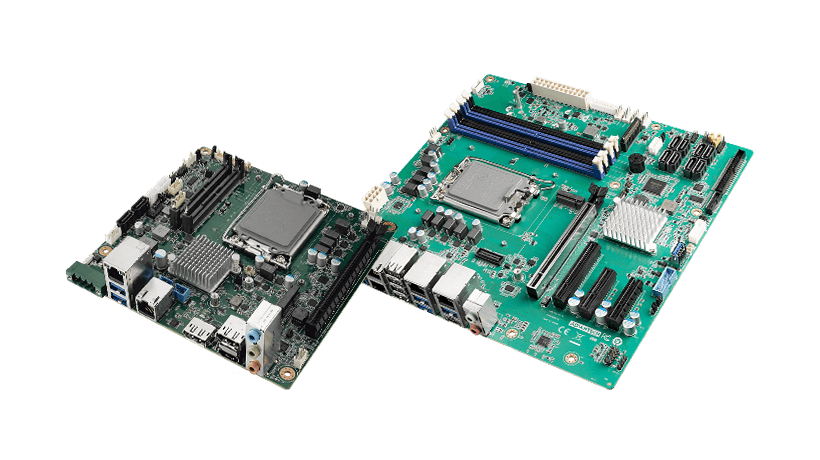
Embedded system designers and OEMs require industrial-grade motherboards as foundations for custom equipment. Advantech industrial motherboard portfolio spans ATX, Mini-ITX, Micro-ATX, and embedded form factors like COM Express and Qseven. Processor options include Intel Core, Xeon, Atom, and AMD Ryzen with selection driven by performance and thermal requirements. Expansion slots accommodate legacy PCI alongside PCIe x16 for graphics or x4 for additional I/O. Memory capacity scales to 128GB ECC for error-critical applications. BIOS features include watchdog timer, hardware monitoring, and boot sequence control. Conformal coating and extended temperature versions address harsh environments. Long-term availability commitments ease product lifecycle management. Design-in support includes reference schematics and thermal simulations.
Technical Architecture
Form factor specifications detail physical dimensions, mounting holes, and connector locations. Chipset documentation identifies supported processors and maximum configurations. Expansion slot specifications list type, number, and electrical characteristics. Memory specifications detail slots, maximum capacity, and supported speeds. BIOS features include setup menus, boot sequence, hardware monitoring, and update procedures. I/O interfaces enumerate USB ports, serial connectors, network jacks, audio outputs, and display connections. Power input specifications define voltage ranges and connector types. Thermal specifications guide heatsink selection and airflow requirements. Longevity information details availability commitment and EOL notification process.
Quality assurance extends beyond component selection into manufacturing processes where automated optical inspection, in-circuit testing, and burn-in cycles validate every assembly. Environmental stress screening subjects products to thermal cycling and vibration exposure revealing latent defects before customer shipment. Statistical process control monitors production parameters maintaining consistency across manufacturing sites. ISO 9001 certification demonstrates systematic quality management while product-specific certifications address industry regulations.
Technical documentation supports system integration through detailed datasheets, user manuals, application notes, and reference designs. CAD files in multiple formats simplify mechanical integration while software drivers and examples accelerate development. Online knowledge bases archive thousands of technical articles, FAQs, and troubleshooting guides. Community forums connect engineers worldwide sharing implementation experiences and solutions.
Application Deployments
Industrial PC manufacturers incorporate Advantech motherboards as platforms for ruggedized computing systems with extended lifecycle support. Medical device OEMs employ industrial motherboards for diagnostic equipment, imaging systems, and laboratory analyzers requiring regulatory compliance. Kiosk and digital signage companies integrate industrial motherboards into enclosures for retail, transportation, and corporate installations. Gaming machine builders use industrial motherboards in slot machines, lottery terminals, and arcade equipment for reliability and longevity. Telecommunications providers deploy industrial motherboards in base stations, routers, and network appliances for carrier-grade operation. Defense contractors specify industrial motherboards for military systems, avionics, and naval applications meeting environmental and EMI requirements.
Reference installations demonstrate proven capability across diverse industries. Automotive assembly plants worldwide standardize on Advantech computing platforms for production control and quality systems. Pharmaceutical manufacturers achieve validation compliance through reproducible platform behavior and comprehensive documentation. Utilities trust Advantech solutions for critical infrastructure applications where failures affect thousands of customers. Food processors rely on Advantech hygienic-design products meeting stringent contamination prevention standards.
Advantech Differentiation
Market leadership emerges from sustained investment in research, development, and customer success. R&D expenditure exceeding 6% of revenue funds innovation in emerging technologies including AI at the edge, time-sensitive networking, and OPC UA over TSN. Patent portfolio surpassing 2,000 protects intellectual property while licensing arrangements foster industry standards. Participation in industry consortia and standards bodies shapes future technologies benefiting the broader ecosystem.
Global footprint with 96 offices supports local engagement across all continents. Engineering teams collaborate with customers during design-in phases addressing application-specific challenges. Manufacturing facilities positioned strategically reduce lead times and transportation costs. Distribution networks maintain inventory proximity enabling rapid fulfillment. Support infrastructure provides technical assistance through phone, email, web portal, and on-site visits when situations demand.
Lifecycle management policies minimize disruption to long-running projects. Product roadmaps communicate future directions enabling informed platform selection. Obsolescence notifications provide 12-month advance warning with last-time-buy opportunities. Migration programs assist transitions to successor products with compatibility maximization and engineering support. Long-term support contracts extend assistance beyond standard warranty periods.
Common Questions
What warranty coverage applies?
Standard warranty periods range from one to three years depending on product category. Warranty covers manufacturing defects, component failures, and workmanship issues. Extended warranty programs to five years are available for purchase. Warranty terms specify return procedures, replacement turnaround, and advance replacement options for critical applications.
How is technical support accessed?
Support channels include telephone hotlines, email ticketing systems, and web portals for case tracking. Business hours support operates across time zones while 24/7 options serve mission-critical applications. Support tiers address basic configuration questions through complex system debugging. Online knowledge bases provide self-service access to documentation and troubleshooting procedures.
Which certifications are maintained?
Standard product certifications include CE marking for European markets, FCC compliance for North American sales, and UL listing for electrical safety. Industry-specific certifications address IEC 61850-3 for power systems, EN 50155 for railway applications, and DNV for marine installations. Environmental compliance encompasses RoHS for hazardous substance restrictions and REACH for chemical registration.
What are typical lead times?
Stock products typically ship within 2-5 business days from European distribution centers. Custom configurations requiring factory build range from 2-4 weeks depending on complexity. High-volume project orders benefit from dedicated manufacturing slots with negotiated schedules. Expedite services accommodate emergency requirements with premium charges.
How long remain products available?
Minimum availability commitment spans five years from product introduction ensuring stable supply for multi-year projects. End-of-life notifications provide 12-month advance warning enabling last-time-buy planning. Replacement product recommendations accompany discontinuation notices with migration guidance. Extended lifecycle programs serve ultra-long-life requirements in transportation and utility sectors.